HOME / Prototype orders / Building a prototype






Fuji Technical Research produces a wide range of prototypes for different applications. Some of the most common prototypes are described below.
Aluminum cast prototypes are made from lightweight alloy that is highly suited to machining. Our skilled engineers use the latest equipment to achieve the optimum fettling level and dimensional accuracy and ensure quality and fast turnaround. We accept all order sizes, from small lots of a single unit up to mass production quantities.
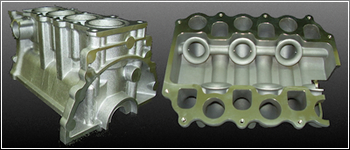
Prototype articles are machined to the required dimensions as stipulated in the production drawings or 3-D data. In place of wooden molds, we are able to create reproduction resin molds based on the original article. A shaking machine is used to fill the high-precision sandbox mold with artificial sand particles of consistent size. This ensures minimal dimensional variation in the molten aluminum articles.
RP sandbox castingSand molds are formed from minute sand particles (approximately 50µ) to ensure precision to CT7 standard (CT6 for some shapes) and surface smoothness.
Sand molds are cheaper to produce than metal molds, and are thus suitable for pre-production prototype evaluation (especially involving a high proportion of free curves) as well as small-lot production.
Laser beam lithography has brought spectacular improvements in prototype turnaround times. Vacuum injection, meanwhile, can be used to create high-precision prototype pieces faithful to the master model without using metal molds. We can produce prototypes to a wide range of specifications using a combination of these methods.
Laser beam lithographyThe liquid surface of ultraviolet-hardened resin is irradiated with ultraviolet laser light. Each layer is hardened in turn. This enables assembly of complex shapes as an integrated whole. There are no cutting tools that create square R (radius of cylindrical tool), which means that prototypes can have complex and deep holes (common among connectors) for easy assembly.
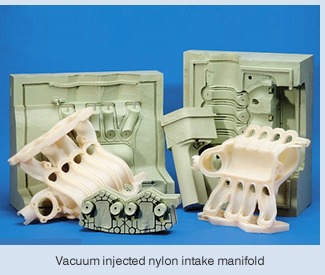
Vacuum injectionVacuum injection uses silicon rather than metal molds. The molds are injected with liquid resin under vacuum conditions, then reaction hardened. The finished product is of similar quality to conventional injection molded pieces.
Urethane intake manifoldUrethane is cheaper and faster than conventional resin injection molding. Urethane exhibits good heat resistance and is suitable for standalone engine testing.
Nylon intake manifoldNylon, like urethane, provides a low-cost solution with shorter lead times. Nylon has good rigidity and heat resistance characteristics, and is ideal for vehicle chassis mounting tests.

Sheet metal prototypes can be built to complex designs, with the flexibility to accommodate design changes in production processes, and also offer fast turnaround for small-lot production. There is minimal wastage of materials and production costs. A single prototype may employ different thicknesses of sheet metal and even different types of metals, affording considerable design freedom.
ZASZAS is suitable for deep designs where cutting cannot be used. ZAS offers a cheaper alternative to steel molds, and can incorporate undercut enclosures such as rear ribs and mounting eyes. It can be used to produce product prototypes with the same resin material used in mass production molding. Most shapes can be produced via precision casting, meaning fast delivery of even very large molds. Suitable for polishing, machining and finishing, it has strength and physical characteristics similar to soft steel, offers good resistance to friction wear, and is easy to separate from moldings.
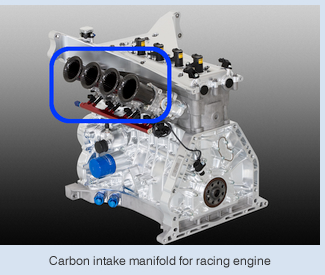
Lightweight yet tough, carbon functional materials are increasingly seen as an alternative to steel and aluminum. Carbon and equivalent materials are used to design and produce moldings in line with client delivery time and cost requirements. Carbon functional materials are suitable for prototype and small-lot production. At Fuji Technical Research we use carbon functional materials to produce a range of parts and components including dampers, cases, brackets, intake manifolds, hoods and roof parts.
By way of example, the lead time for a four-cylinder engine intake manifold is just eight weeks.

Most prototypes can be fabricated in as little as three days (depending on the material and the design). We can also accommodate last-minute changes to design and/or specifications using simultaneous five-axis and three-axis machining and three-dimensional CAD and CAM systems. Most cutting processes are also supported. We offer a wide range of services, from selection of materials based on strength calculation to surface treatment options.
Our prototype articles support a variety of testing and inspection procedures by being very close to the finished product in terms of material and design. Prototypes have minimal machining issues, warping and other defects, which helps to boost productivity in the mass production phase, as well as reducing cost and lead times.
In addition, we provide machining on highly streamlined mass production equipment featuring multiple NC controllers, as well as prototype machining tailored to small-lot custom orders. All products are fabricated to the highest standards and supplied in short lead times at reasonable cost.